

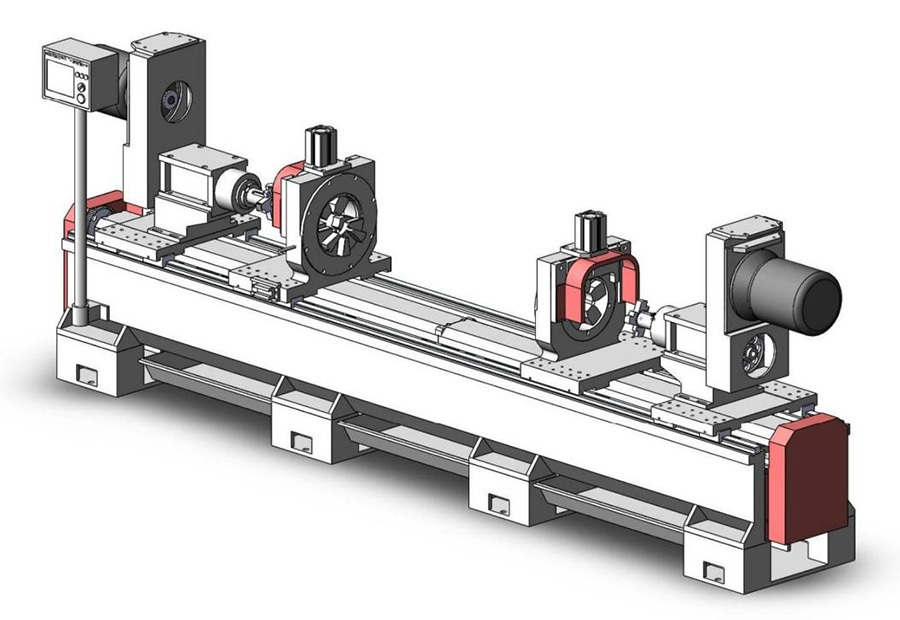
托辊管数控镗孔机床
采用工件固定,刀具旋转,组合刀具自动进刀,同时加工管体两端内止口及内外倒角。
关键词:
所属分类:
电话:
邮箱:
产品详情
单机单独运行时,可以选配自动上、下料机构,实现自动上管子,自动镗孔后自动出管子,操作人员只要把管子码放好后,开启机床,机床就会自动运行,由于减轻了操作工的操作频次,操作工就有时间操控其它设备,如切管机,以提升劳动效率。在全自动生产线中运行时,上下料由机械手搬运。
采用工件固定,刀具旋转,组合刀具自动进刀,同时加工管体两端内止口及内外倒角。可以选配排屑装置,便于集中清理铁屑。
采用我公司《托辊辊皮加工自动定位夹持装置和方法》专利技术(发明专利号ZL201310747680.9),配置2套托辊辊皮加工自动定位夹持装置来夹持管子,然后两端镗孔,这种方法有“纠偏功能”,可以消除或减少由于托辊管椭圆度、直径误差、两端切口与管子轴线不垂直等因素,造成加工出的托辊径向跳动量大的问题。托辊辊皮加工自动定位夹持装置由加工中心加工,精度高,夹持原理具有自定心功能,以管子外圆确定管子中心线,此中心线与机床两端的刀盘中心线重合。
托辊管数控镗孔机床
目前其它同类设备有采用2只锥形体内表面定位方法,也有采用V型槽、半圆胎定位法的,这几种工艺方法制造的托辊,径向跳动量都得不到有效的控制,甚至增大了径向跳动量。
数控加工,精度高。两端止口内台阶之间尺寸由数控加工保证,精度为±0.05mm,并且不受管子长度误差影响。为后续轴承座、轴承的精准安设提供了保障,是减小托辊轴向窜动量的首要条件。数控进刀是以系统的原点为基准进刀,不以管子的长短为参照,确保了两端止口内台阶之间尺寸精度为±0.05mm。
组合刀具为盘式成型刀具,可以保证孔的一致性,保证孔的公差范围H8,为轴承座的标准订制提供了可能,可以确保托辊的制造质量;配用标准菱形机夹刀片镗孔,1个刀片有2个切削刀尖,每个刀尖加工托辊止口>400支,刀具消耗低,精度高,换装方便,普通人即可操作;配用标准900夹刀片倒内角,管子倒内角后便于轴承座的压入导向。
采用了滚珠丝杠、直线导轨等高精度配置,能长期保障加工精度。托辊管数控镗孔机床的研发,就是围绕提升托辊的“3项指标”,即托辊旋转阻力、径向圆跳动量、轴向穿动量而设计的,超越目前同类设备性能,为制造“高速大运量托辊”提供了装备保障。
PLC控制,伺服电机驱动。为2轴数控专用机床,自动化程度高,普通人员经过短期培训即可操控,不需要高技术工人操控,节省工费。加工质量由设备和程序保障,与操控人员的技术无关。
技术参数
|
序号 |
参数名称 |
单位 |
参数 |
备注 |
|
1 |
长×宽×高 |
mm |
4500×1120×1210 |
|
|
2 |
重量 |
kg |
2900 |
|
|
3 |
功率配置 |
kw |
2×3+2×2 |
|
|
4 |
管子规格 |
mm |
Φ89-Φ219 |
|
|
5 |
管子长度 |
mm |
275-2000 |
加长机型 |
|
6 |
产能 |
支/班 |
700-900 |
由管子直径决定 |
|
7 |
电源 |
|
380V三相五线交流电 |
|
|
8 |
气动系统压力 |
Mpa |
0.7 |
|




产品咨询
如果您对我们的产品感兴趣,请留下您的联系方式,我们将尽快与您联系,谢谢!